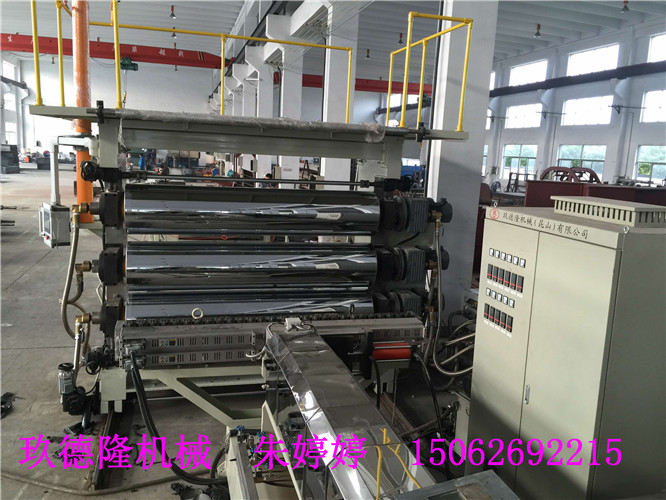

EVA汽车内饰件挤出机
EVA汽车内饰件挤出机 中国产业调研网发布的中国汽车内饰行业现状研究分析及市场前景预测报告(2015年)认为:随着中国汽车数量的井喷,尤其是中高端车所占比例的增加、车主知识水平与消费要求的提高,汽车内饰品的消费将保持水涨船高的态势,名气更大、口碑更好、档次更高的车饰品牌将占领更大的市场份额,这场涉及产品、营销、服务的战争,才刚刚打响。EVA汽车内饰片材挤出机未来,中国汽车内饰市场将呈现定制化、高端化、个性化、品牌化的核心趋势。 EVA汽车内饰片材挤出机 这个市场目前还处于品牌化不够明显的初级阶段,虽然品类与产品众多、品牌数量庞大,但消费者在购买时,却很少了解车饰的具体品牌,往往是根据价格、车饰的外观、颜色等因素进行取舍。销量大的汽车内饰物品主要有汽车坐垫、脚垫、汽车香水(香薰)、车载纸巾盒、护颈枕等,尤其是汽车座套、坐垫、脚垫,堪称汽车内饰用品中基础的“三大件”;其它饰品购买者相对较少
EVA汽车内饰件挤出机 生产线工艺流程:
加压式密炼机 → 自动不锈钢提升机→ 强制喂料机 → GLD单螺杆 →2500mm成型模具 →三辊挤压表面处理→牵引机→板材电晕处理 → 切割机 → 堆放 →油压发泡机
二、挤出机各部件特点简介
1、密炼机功能:树脂、助剂、填充物等物料投放到密炼机中,通过特定形状并相对回转的转子、在可调温度和压力的密闭状态下连续性地对聚合物材料进行混炼,主要由密炼室、转子、转子密封装置、气动加压装置来完成物料的塑化和分散;在通过卸料装置、传动装置来完成放料程序;密炼机是密封的混炼室因而它的工作环境比较干净;双转子为不同步转速,有很强的剪切功能,在生产过程中的边角料及因在后续模压时产生的不良品不用破碎就可以直接投入到密炼机中再次挤出板材;
2、锥双强制喂料机:电机功率:11kw,采用变频调速器。喂料螺杆:锥形双螺杆强制下料,氮化镀铬处理,表面光洁度高。喂料斗:内表面抛光、镀硬铬处理,光洁耐磨;采用锁扣式安装防护罩,要求便于更换和维修保养。喂料体:内表面抛光、镀硬铬处理,光洁耐磨。可推拉式,方便移动。外观要求:电机、减速机等传动处有整体保护罩。锥双喂料机与单螺杆连接为哈佛式结构拆卸清理方便。
3、自动不锈钢提升机:把密炼机完成的团状物料输送到强制喂料机中;滑道特殊优化圆弧设计,运送平稳可靠;提升料斗为不锈钢材质,料斗壁厚3MM,底部厚底8-10MM,采用双链条提升,需满足300kg/锅,确保安全。安全要求:电机和链条处等传动处有整体保护罩。装备双上下限位开关;方便:提升机安装两个控制系统,一个控制系统安装密炼机控制面板上;
4、GLD单螺杆挤出机GLD单螺杆:
❶采用ZLYJ系列专业为单螺杆橡塑挤出机配套设计的高精度硬齿面带推力座的齿轮传动箱,输出轴前端配置推力轴承,承受螺杆工作时的轴向推力,整机体积小、承载能力高,传动平稳、噪声低、效率高;
❷配置国家2级环保标准的节能变频电机及变频器;
❸采用分离型螺杆的结构:分离型螺杆的结构特点是在熔融段增加一条副螺棱,将主螺纹槽分为两部分,在螺杆塑化过程中形成固液相分离,固相料全部留于固相槽中,而固相槽中的气体则在压力的作用下向后自料中排出,减少了制品中的气泡。分离型螺杆的结构有许多种,本公司在实际设计与试验中认为,就机加工的方便性及使用效果而言,采用主副螺纹升程相等,螺槽的液相槽及固相槽宽度保持不变,从压缩段开始固相槽深度渐变浅,而液相槽深度逐渐变深至均化段结束这种结构对透明度高的制品及热稳定性差的原料有好处。同时增大了固相料与机筒内壁的热交换面积。且对原料的适应能力较强分离型螺杆设计要根据实际情况合理地选定螺杆参数,包括压缩比、三段的分配及副螺棱的位置等。
❹软水循环冷却系统及真空:软水管与机体分离,便于清洗和维修,软水管采用高压铜管连接;台湾强石自动控水电磁阀控制,不锈钢针型阀控制水流大小;水箱(SUS304不锈钢材质,壁厚2mm)、水泵、冷却主循环水管均为不锈钢材质;抽真空系统:真空泵功率:7.5kw;立外置式,清理维修方便;含真空室、不锈钢真空罐等一套;真空罐有过滤器。加大型缓冲罐。
❺料筒:材质为38CrMoALA氮化处理,氮化HRC65-70,深0.6-0.75mm,脆性不大于II级;螺筒采用水冷却,盘铜管加强制作工艺改进,铜管孔焊接嘴满焊并带加强固定,防止此处漏水;料筒外加不锈钢防护罩,要求防护罩与机座相联;料筒带排气,外接喇叭口抽真空,采用硬管连接真空室,便于清理物料和管道。
❻加热区段:进口欧姆龙双通道温控表;高精度固态继电器;采用优质铸铝加热器。
❼液压板式自动换网装置:双工位;多孔板两块,直径φ130mm;包括换网器、铸铜加热器、液压站、液压缸各一台;换网用硬管连接,液压站与主机平台联成整体。
4、片材模具:衣架型模头采用特殊双节流设计,使板材厚薄调整更为精准。 温度控制±1℃可精确控制塑化过程及板材厚薄,平整性。出料有效宽度2150mm;制品宽度2100mm;制品厚度3-8mm,模头材料:5CrNiMoV钢材,共11区加热,采用不锈钢加热棒;模头流面镀硬铬处理。
5、牵引机:冷却牵引切边装置, 牵引电机功率:3kw,压辊为橡胶辊,主动辊为钢辊牵引,牵引辊直径:φ200mm,牵引被动辊有效提升距离为:50mm,两侧两把切刀可有效切除废料,使片材达到所需要的宽度,备用两把,托架总长10米.,分两段,前段可以根据压光机而前后移动;备有自动计米器可设定产品长度。
6、三辊压光机:采用双套管螺旋叶片回路,使辊轮表面温度均匀,升/降温迅速,且无需大量冷却介质。辊轮表面淬火、研磨、镀硬铬(镀层厚度不低于0.10mm)后镜面抛光处理,硬度达到HRC62以上,辊轮表面跳动小于0.02mm,表面温度误差在±2℃以内。附热媒回转接头及耐热耐压软管。
轮组定位:采用精密丝杆升降机及其组件,中央轮固定,上、下轮间隙电机粗调,手动微调并可左右立调整。可实现迅速调整间隙和高精度微调同时进行的目的。本机构高强度,高精度,优化后的设计是确保成品板材质量的核心部件。
7、剪板机:大剪板宽度:2000mm.大厚度:6mm,剪切速度,20次/分。剪板方式:机械剪板,电机功率5.5kw(定制)自动送片装置,长度到,停止送片,剪切完,自动送片送片辊直径:φ100,电机0.75kw,变频调速:变频器计数器、编码器定长裁切(Autonics);过渡托架长度2000mm,连接牵引与剪板机。
8、输送带:输送电机0.75kw,线速度0-6m/m,设备总长约2米,宽5.5米;
9、油压发泡机:特性:
1.按钮自动上升,泄气保压几时泄压(序自动控制操作)。
2.特制急速放泄阀门,开模下降。速度特快,并可自由调整。
3.上升快,长时间保持压力,加硫重压力自动升高,确保品质。
4.泄压速度及泄压后延时开模,可依成品之特性及厚薄自己调整快慢,适合于新产品之开发,提高品质。
5.特殊设计热板。热度均匀。
EVA汽车内饰片材挤出机1、各种横截面一定,长度连续制品。如管、板、棒、片、丝、薄膜、电线电缆的涂覆、异型材等。 塑料的着色、混炼、塑化、造粒及共混改性等。挤出+吹胀 挤出吹塑 中空吹塑制品 挤出+拉伸 挤出拉幅 拉伸薄膜
2、挤出成型 :使高聚物熔体(或粘性流体)在挤出机的螺杆或柱塞的挤压作用下,通过一定形状的口模而连续成型,所得的制品为具有恒定断面形状的连续产品。
3、挤出成型基本过程:螺杆旋转,连续地将塑化好的物料从挤出机料筒输送到一定形状的口模(机头),使之在熔融状态下成型,然后通过牵引装置连续地从口模中拉出,并同时进行冷却定型处理。 4、关键部分挤压系统:螺杆+料筒, 5、辅机:机头(口模)定型装置 冷却装置 牵引装置 切割装置 堆放或卷取装置 6、加料口:在料筒上,起进料作用。进料口处可水冷却,防止聚合物过早升温,加强输送效果。上料部分作用:将物料输送到加料斗,连续均匀供料,预热干燥 ,混合。 7、螺杆主要参数: 螺杆直径D、长径比L/D、螺杆压缩比A、螺槽深度H1和H3、螺旋角、螺纹棱部宽E等 8、螺杆的长径比L/D:螺杆工作部分的有效长度L和直径D之比。决定螺杆体积容量的主要因素,影响热量从料筒壁传给物料的速率。有效工作长度取决于物料经过多长历程,才达成型所需的粘流态。 增大长径比,改善塑料的温度分布,混合更均匀,漏流和逆流减小,生产能力提高,是发展方向。一般为25。但太大不宜挤热敏性塑料,制造和安装困难。 选择依据:物料的物理性质和制品性能要求。难加工的,如含氟塑料,需较大长径比。 粒料造粒,L/D较小;粉料造粒,L/D较大。
9、压缩比A:螺杆加料段第一个螺槽的容积与均化段后一个螺槽的容积之比。作用:挤压 排空气, 塑料加工,一般取2-5。A越大,塑料受到的挤压作用也越大,排除物料中空气的能力越大,但是A太大,螺杆本身的机械强度会下降。A获得的方法主要是采用等距变深螺槽(常用)、等深变距螺槽。变深变距螺槽。
玖德隆机械昆山有限公司http://zhutingting1.jdzj.com/
聚烯烃无卤造粒机 http://www.zhutingting123.cn.wsmaoyi.com/
低烟无卤电缆料造粒机 http://zhutingting12.sbzj.com/
充电桩线低烟无卤料造粒机 http://www.zhutingting123.cp6616.com/
玖德隆机械(昆山)有限公司 http://www.jdlztt.com/
EVA汽车顶棚挤出机组 http://zhutingting.jdzj.com/
塑料片材生产线有限公司 http://ting2215.qqzyw.com/
双螺杆片材生产线有限公司 http://ztt2215.diqiuw.com/
单螺杆造粒机有限公司 http://ztt150.diqiuw.com/