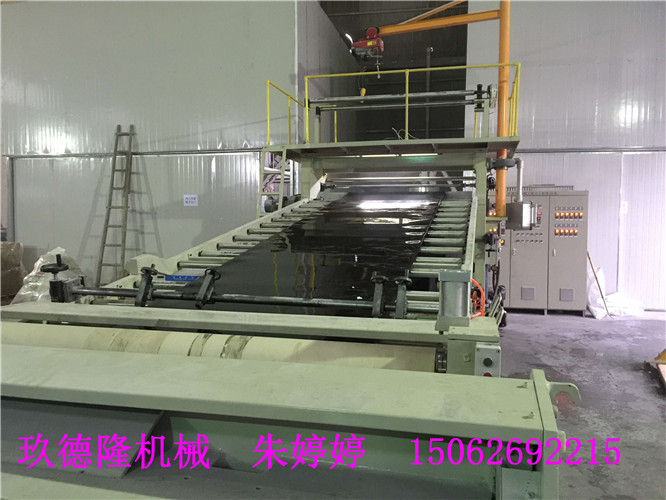






片材生产线 参数配置及用途
片材生产线 主要生产BMSJ片材模压塑料,是一种新型的热固性模压塑料,使用于交通运输,建筑,电器的方面,BMSJ片材机是一台加入装置稠剂,填料,脱模剂,固化剂等组成的聚酯树脂,浸渍,玻璃纤维纱,两面用薄膜覆盖,形成夹心结构的一种不饱和聚酯玻璃纤维增加复合材料的生产设备。
一、片材机的参数配置
1、水平三辊单机片材机生产线:
①机组主要由主机、换网器、模具、压片机、输送台、牵引机、切断机或收卷机等组成;
②减速箱体采用铸钢件,齿轮采用合金钢并经磨齿处理,箱体内各润滑点均采用强制润滑方式,润滑油配有高效水冷却系统。
③螺杆材料采用38CrMOA1A优质氮化钢,并经氮化处理,表面喷合金。
④机筒材料采用38CrMOA1A优质氮化钢,并经氮化处理,表面喷合金。
⑤可加工的原材料有:PP、PE、PS、ABS等;
⑥本机组主要适用于:文具用品领域(如文件夹等)吸塑品领域(如吸塑杯、吸塑饼干盒等)广告领域(如广告牌等)
2、水平三辊双机共挤片材生产线:
①该机组主要由主机、换网器、模具、三层分配器、压片机、输送台、牵引机、切断机或卷机等组成;
②减速箱体采用铸钢件,齿轮采用合金钢并经磨齿处理,箱体内各润滑点均采用强制润滑方式,润滑油配有高效水冷却系统。
③螺杆材料采用38CrMOA1A优质氮化钢,并且经氮化处理,表面喷合金。
④机筒材料采用38CrMOA1A优质氮化钢,并且经氮化处理,表面喷合金。
⑤可加工的原材料有:PP、PE、PS等.
⑥分层结构:AB、ABA.
⑦本机组主要适用于:文具用品领域(如文件夹)吸塑品领域(如吸塑杯、吸塑饼干盒等)广告领域(如广告牌等)
二、片材机的用途
文具用品领域(如文件夹)、吸塑品领域(如吸塑杯、吸塑饼干盒等)、广告领域(如广告牌等)。
同向平行双螺杆挤出机的螺杆组合常识
挤出机常识与工艺(温度、螺杆)
一.挤出机分类
产品代号 规格参数说明:例如SHJM-Z40×25×800,指螺杆直径为40mm,长径比为25,牵引辊筒长为800mm的双螺杆混合塑料挤出改塑薄膜机。
1、“SH”类别代号,指双螺杆混合型(也有写:SHSJ,SJ指塑料挤出机)
2、“J”组别代号,指挤出机。
3、“M”指品种代号,指吹塑薄膜机
4、“Z”指辅助代号,指主要机组,另如是“F”指辅助机。
5、“40×25×800”指规格参数,指螺杆有直径为40mm,长径比为25,牵引辊筒长为800mm。
6、最后一位为厂商识别序号,一般不出现,被省略
二、双螺杆混合挤出机的功能参数
1、“D”为直径,衡量产量大小的一个重要参数。
2、“L/D”,指长度与直径的比例,直接影响到塑化度,是衡量用途的标志,一般塑料改性,用30-40左右,常用36:1或30:1。
3、“H”,螺槽深度,指其容料空间之大小。
4、“e”螺棱厚度,工艺上体现在剪切之大小。
5、“6”螺杆与机筒之间隙,挤出机质量的一个重要参数,一般在0.3-2mm,越过5mm挤出机是警介线。
6、“N”主机转速,指其最高值,指一个加工调整范围,极大影响产量及中高低速之划分。(国产机一般500-600r/min)
如:max:600r/min,低速:350r/min、中速230-240r/min、 高速450-600r/min。
7、“P”,电机功率及加热功率。
三、螺杆排列及其工艺设定
①螺杆的分段及其功能
(1)螺杆一般分:输送段、熔融段、混炼段、排气段、均化段5个段。
1、输送段,输送物料,防止溢料。
2、熔融段,此段通过热传递和摩擦剪切,使物料充分熔融和均化。
3、混炼段,使物料组分尺寸进一步细化与均匀,形成理想的结构,具分布性与分散性混合功能。
4、排气段,排出水汽、低分子量物质等杂质。
5、均化(计量)段,输送和增压,建立一定压力,使模口处物料有一定的致密度,同时进一步混合,最终达到顺利挤出造粒的目的。
(2)分布(分配)与分散混合之段别
1、分布混合,使熔体分割与重组,使各组分空间分布均匀,主要通过分离,拉伸(压缩与膨胀交替产生)、扭曲、流体活动重新取向等应力作用下置换流动而实现。
2、分散混合,使组分破碎成微粒或使不相容的两组分分散相尺寸达至要求范围,主靠剪切压力和接伸应力实现。
②输送元件,螺纹式的? 表示法:如“56/56”输送块,前一个”56”指导程为56MM,后一个”56”指长度为56MM。? 大导程,指螺距为1.5D~2D? 小导程,指螺距为0.4D左右。? 其使用规律:随着导程增加,螺杆挤出量增加,物料停留时间减少,混合效果降低。? A、选用大导程螺纹的场合,以输送为主的场合,利于提高产量;热敏性聚合物,缩短停留时间,减少降解;排气处,选用(也有选用浅槽),增大表面积,利于排气,挥发等。? B、选用中导程螺纹场合,以混合为主的场合,具不同的工作段逐渐缩小的组合,用于输送和增压。? C、选取用小导程螺纹的场合,为一般是组合上逐渐减小,用于输送段和均化计量段,起到增压,提高熔融;提高混合物化程度及挤出稳定。
③混炼元件,有两大类,“K”系列与“M”系列(齿状)
? “K”系列
? 表示法:如K45/5/56”,属于剪切块,带“K”指片状剪切块,“45”指片拼成的角度,“5”指共有5片, ”56”指长度为56MM ,螺棱宽度为56/5=11.2mm ),其参数:
? A、方向,有正向和反向——反向,对物料的输送有阻碍作用,起到延长时间,提高填充增大压力,大大提高混炼效果的作用。
? B、角度,一般有“30°、45 ° 、60 ° 、90 °”之分,其作用与效果:
? a、正向时,增大交错角,将降低输送能力,延长停留时间,提高混炼效果,但越易漏流。对于分布混合与分散混合而言,分布混合随着角度大而更加有效,分散混合在角度45。时最好,其次是30。,最差是 60。。
? b、反向时,增大角度,将减少聚合物之有效限制,但越易漏流。
? C、螺棱宽度一般有7mm、11mm、11.2mm、14mm、 19mm等等,这是衡量剪切大小和混合大小的一个最重要参数之一,宽度越大剪切越大混合越小;宽度越小剪切越小混合越大。对于分布混合与分散混合而言,分布混合,随宽度增大而有效性减少,分散混合随宽度增而有效性增大;宽度越小,物料轴向有效流量和径向有效流量之比随之增大。
? D、头数,一般单头、双头、三头。其作用效果:
? a、正向时,头数越少,挤出输送能力越大,扭矩越大,混合特性也越优,但剪切作用越少。
? b、反向时,头数越少,挤出输送能力越小,混合特性越优。
? c、二头螺纹可主来挤塑,受热均匀且又是短,自洁性能好(常用的)。
? d、三头螺纹,能灵活选择物料在机角的压力和温度分布,加纤稳定,排气表面更新效果好,但产量低。
? “M”系列:齿形状,主要起到搅乱料流,能使物料加速均化。齿越多混合越强。——但使用时注意,高剪切的破坏性。(表示法,如国内和台湾地区的“M80”、 “WP”的SME45/45、“BERSTDRFF”的ZB45/3/11)
限于篇幅,今天就写到这里,下次我们接着谈。
挤出成型工艺是聚合物加工领域中生产品种最多、变化最多、生产率高、适应性强、用途广泛、产量所占比重最大的成型加工方法。挤出成型是使高聚物的熔体(或粘性流体)在挤出机螺杆的挤压作用下通过一定形状的口模成型,制品为具有恒定断面形状的连续型材。
挤出成型工艺适合于所有的高分子材料。几乎能成型所有的热塑性塑料,也可用于热固性塑料,但仅限于酚醛等少数几种热固性塑料。塑料挤出的制品有管材、板材、棒材、片材、薄膜、单 丝、线缆包覆层、各种异型材以及塑料与其它材料的复合物等。目前约50%的热塑性塑料制品是通过挤出成型的。此外挤出工艺也常用于塑料的着色、混炼、塑化、造粒及塑料的共混改性等,以挤出成型为基础,配合吹胀、拉伸等技术,又发展为挤出一吹塑成型和挤出拉幅成型制造中空吹塑和双轴拉伸薄膜等制品。可见挤出成型是聚合物成型中最重要的方法。
挤出设备有螺杆挤出机和柱塞式挤出机两大类,前者为连续式挤出,后者为间歇式挤出,主要用于高粘度的物料成型,如聚四氟乙烯、超高分子量聚乙烯。螺杆挤出机可分为单螺杆挤出机和多螺杆挤出机。单螺杆挤出机是生产上最基本的挤出机。多螺杆挤出机中双螺杆挤出机近年来发展最快,其应用日渐广泛。目前,在PVC塑料门窗型材的加工中,双螺杆挤出机已成为主要生产设备,单螺杆挤出机将被逐步淘汰。但在其它聚合物的挤出加工中,单螺杆挤出机仍占主导地位。二者有各自的特点:
玖德隆机械昆山有限公司http://zhutingting1.jdzj.com/
聚烯烃无卤造粒机 http://www.zhutingting123.cn.wsmaoyi.com/
低烟无卤电缆料造粒机 http://zhutingting12.sbzj.com/
充电桩线低烟无卤料造粒机 http://www.zhutingting123.cp6616.com/
玖德隆机械(昆山)有限公司 http://www.jdlztt.com/
玖德隆机械昆山有限公司http://zhutingting1.jdzj.com/
聚烯烃无卤造粒机 http://www.zhutingting123.cn.wsmaoyi.com/
低烟无卤电缆料造粒机 http://zhutingting12.sbzj.com/
充电桩线低烟无卤料造粒机 http://www.zhutingting123.cp6616.com/
玖德隆机械(昆山)有限公司 http://www.jdlztt.com/